

More than 60% of the world’s production is used to make “hard metal” for cutting tools. Wolfram or Tungsten
More than 60% of the world’s production of tungsten is used to make cutting tools. It is the fundamental component of what we call “hard metal” (MD).
Carbide is the basis of most of the tools we use for cutting in the industry. But what is “hard metal”, where does it come from and why is it used? With this article we bring you closer to this material and its advantages in the machining of wood and wood-based materials.
What is hard metal or MD used in cutting tools?
Carbide is neither a metal itself nor an alloy of them. It is actually a composite material. Its fundamental elements are :
- Ceramic materials or carbides, such as tungsten carbide, titanium carbide, tantalum carbide or chromium.
- Binder metal, usually cobalt, nickel and/or iron.
-

- wolframio o tungsteno
-

- Wolframita
How is it obtained?
As I have already explained, it is not an alloy, so it is not obtained by melting the materials of which it is composed. It is obtained by a process called sintering of tungsten carbide (Karl Heinrich Schroeter and Baumhauer 1923) resulting in what we know as “hard metal” or Widia (Krupp Hartmetall 1926).
Sintering” is a process of manufacturing solid moulded parts, consisting of compacting various mixed metallic and/or ceramic powders under high pressure. Once compacted, a heat treatment is carried out at a temperature lower than the melting temperature of the mixture of materials, obtaining a consolidated and compact piece. (source: wikipedia)
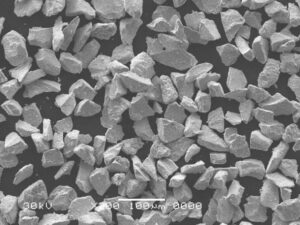 Tungsten powder |
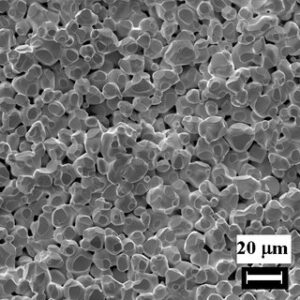 Tungsten carbide powder micro structure |
What are the advantages of this material?
The advantages are many and varied, and not only in the use of the tools. From the moment it is manufactured, it already has enormous advantages over other materials. Let’s take a look at some of them:
- Tungsten is the metal with the highest melting point (3,410 °C, 2870 °C in carbide form), the highest tensile strength and the lowest coefficient of thermal expansion of all pure metals. It therefore has high hardness, heat resistance and resistance to chemical attack.
- By using sintering, we combine the advantages of metallic and ceramic materials. Casting the same materials does not give the same results in terms of hardness and strength.
- Complex shapes can be generated without having to machine, therefore without surplus material, with less use of energy and less manufacturing time.
- The parts obtained are porous, therefore: they are lighter, they can be coated more successfully and/or lubricants can be added in their manufacture.
Its manufacturing process does not generate waste (vital with expensive and scarce materials such as tungsten) and is done at lower temperatures, thus saving energy.
Why is it used for cutting tools?
As a result of the advantages of the material, cutting tools made of “hard metal”:
- They are highly resistant to abrasion and therefore last longer.
- High hardness and resistance to compression, which allows us to work with composite materials, laminates, poly-laminates, etc.
- They withstand higher working temperatures than high speed steel tools (HSS), so they can work at a much higher speed.
- They keep the cutting edge sharper, thus providing a better finish.
 F1711001. Tool with cutting surfaces made of carbide |
 MD cut surfaces |
 Shaft milling cutter with interchangeable blades made in MD |
What is the best “hard metal” for wood cutting tools?
As with everything else, there are different qualities depending on the manufacturing process and the materials used. The “hard metal” components are manufactured in different processes and with specific requirements. Different properties are obtained depending on the composition and the intended application. Basically, the qualities differ according to the binder matrix, the percentage of the materials and the granulometry.
With different compositions we obtain the balance between hardness, wear resistance and toughness that make “hard metal” so effective. As a fundamental point in quality, we classify MD according to the granulometry of the raw material, obtaining better performance (hardness and wear resistance) the finer the material is:
- Nanograin: carbide particles with a diameter of less than 200 nm (nanometres or one billionth of a metre).
- Ultra-fine grain: particles between 200 and 500 nm.
- Micro grain: particles between 0.5 and 1 µm (microns or one millionth of a metre).
- Fine grain: particles of 1 to 1.3 µm.
- Medium grain: particles from 1.3 to 2.5 µm.
- Coarse grain: particles from 2.5 to 6.0 µm.
HECOMA® Cutting Tool Services – profitability for your business.
contact with HECOMA®
We manufacture tools for perfect performance